欢迎进入无锡泛普环保有限公司网站
全国服务热线
133 7621 7639

无锡泛普环保有限公司位于江南水乡——宜兴高塍镇,专业从事PP防腐设备加工,拥有专业的数控加工设备及卷筒成型机械,提供PP防腐设备设计、加工、安装服务,主要产品有PP喷淋塔、PP水箱、PP活性炭吸附箱等,本文主要讲解PP板如何加工PP水箱。

首先,需要绘图,根据用户需求通过AUTO CAD画图软件,绘出PP水箱的外形尺寸,长宽高等数据,这里要注意的是PP水箱的底板和顶板按照规范需要脱出边缘,也就是留出焊接空间,泛普环保按照规范留出约40mm空间。
其次,要注意PP水箱的实际容积与板厚,有些客户是给出尺寸要求的,明确了PP水箱的内尺寸,那么在画图的时候就要扣除PP板的板厚,如果客户给出的是容积需求,就要明确是实际容积还是有效容积,客户给出的为有效容积的话,那么在设计PP水箱的时候,往往要放大一点,留出5%的空间,当然还是要考虑外形尺寸,有些客户额定了安装空间,外形尺寸做大了,放不进去。
最后,需要图客户确定图纸,图纸没问题便可以开料制作了,那么PP板如何加工PP水箱,便是生产方面的事情了。

生产车间拿到图后,如果是方形PP水箱,首先需要放料,因为要上雕刻机开料,尺寸要精准,要考虑到4块侧板的位置,长边包短边还是短边包长边。其次,要注意开孔的标高,如:某侧要安装DN25法兰,那么这个孔在雕刻开料的时候,要开32mm,因为DN25的管外径是32mm。
开料后,接下来便是PP水箱的拼接,按照图纸要求拼接成型后,采用PP焊枪的扁形托嘴,采用高位点焊,固定住外形,才可以采用三角焊条施焊,根据工艺要求,决定焊条类型以及焊接方法,主要有扁焊条、三角焊条,焊接方法主要有常规焊、吹焊两种,通常水箱为常压的情况下,采用常规焊接,如带有压力,需要吹焊,主要考虑到PP水箱的强度问题。

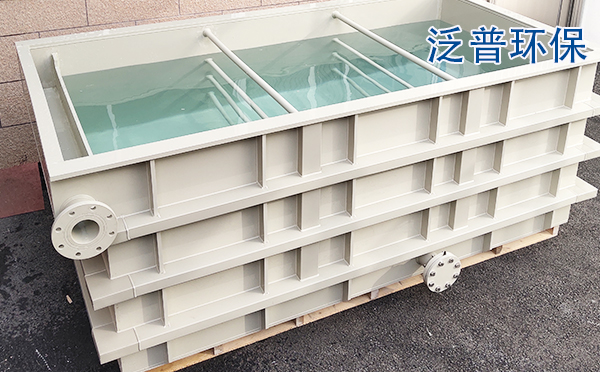
PP水箱成型后,需要对水箱进行加强,加强的方式有2种,一种为内加强,在水箱内部,焊接井字架焊接,另外一种为外部加强,采用法兰、抱箍以及槽钢包槽的方式,实际加强PP水箱的加强方式取决于前期设计,设计加强的目的是增加水箱的强度。
PP水箱加强后,后面的工作是焊接法兰,PP塑料法兰需要注意的是伸出长度,以及加强方式,部分法兰需要有一定的承重功能,如:安装液位计,有一定的重量,完全受力在法兰上,此时需要对PP法兰做三角支撑加强处理。
在PP水箱制作完成后,泛普环保需要花费一定的人工成本,去外观修正,擦拭干净,清理水箱内部垃圾,做盛水实验,确保无漏水后,便可安排发货。
以上流程便是从PP板材如何加工成PP水箱的整个过程,泛普环保专业从事PP水箱加工服务,咨询电话:133 7621 7639
本文链接 https://www.pvc2009.com/knowledge/209.html
Copyright © 无锡泛普环保有限公司 版权所有 苏ICP备2022000739号-5
服务电话:133 7621 7639 传真:0510-87831051
工厂地址:宜兴市高塍镇环保城11幢16号 网站地图 51LA统计
 在线客服
在线客服